Mounting of rolling bearings
Rolling bearings are used billions of times around the world and have become an indispensable part of mechanical engineering. The expectation of the service life of such bearings is correspondingly high. The service life depends on various factors. Of course, the selection of the correct bearing type and the required dimensions play a central role here. However, the correct installation method and maintenance (lubrication) are often underestimated, forgotten or even ignored. In practice, many rolling bearings fail at an early stage of their service life and do not achieve the originally calculated or estimated service life by far. More than 60% of all premature bearing failures could be avoided. Looking at different investigations regarding the cause and frequency of bearing failures, they can be divided into the following groups:
Improper installation
Over 16% of premature bearing failures are caused by improper installation. The lack of proper tooling and know-how often leads to new bearings being subjected to high levels of stress and sub-surface damage. This makes premature bearing failure inevitable. In order to prevent this, the correct procedure should be employed using professional, specialist tools throughout the installation process. Only in this way will the new bearings reach their expected service life.
Mechanical and hydraulic mounting
Due to the different sizes and types, not all rolling bearings can be mounted using the same method. A distinction is made between mechanical, hydraulic and thermal processes.
During mechanical mounting, the bearings are mounted on the shaft with a hammer and a suitable mounting tool. This procedure is mainly used for small bearings. For medium-sized bearings with a diameter of 80-200 mm, hydraulic presses with suitable mounting tools are usually used. In the case of bearings that cannot be dismantled, make sure that the mounting forces always act on the tightly fitted ring of the bearing. This means that in the case of bearings in which the inner ring is firmly seated on the shaft, the mounting forces must act on the inner ring. If, on the other hand, the outer ring is to sit firmly in the bearing housing, the mounting forces must act on the outer ring. If the mounting forces are directed to the "loose" ring, these forces are transmitted by the rolling elements, which can damage the raceways and the rolling elements. The best way to do this is to use a mounting tool (ring, sleeve, etc.) which rests on both the outer and the inner ring.
simatool toolkits

simatec ag offers various tool sets with which rolling bearings and radial shaft seals can be installed and removed quickly and safely. The well proven tools have an ergonomic design.



Thermal mounting
Thermal mounting is the gentlest way to position a roller bearing on a shaft. In order to overcome the press fit that is usually present, either the shaft has to be cooled down or the inner ring of the rolling bearing has to be heated. This temporary temperature difference makes it easy to slide the bearing over the shaft. After both parts have returned to room temperature, the bearing will stay firmly on the shaft. The required temperature difference can be generated in different ways.
In addition to cold spray, dry ice can also be used to cool the shaft. As the shaft cools, it contracts and the bearing can be pushed onto the shaft without any problems. Probably the biggest disadvantage of this method is that condensation can easily form due to the cooled shaft, which in turn can lead to rust formation.
There are several options for heating the rolling bearings. The simplest method are warming or heating plates. It should be noted, however, that the required temperature can be set precisely, since the bearing can be damaged if the temperature is too high. Automatic temperature monitoring of the bearing is hardly possible.
Burners, open flames and hot air blowers generate high temperatures at very specific points, which are not suitable for the bearings. With these heating methods there is also the risk that small dirt particles are brought into the bearing, which in turn can lead to premature bearing failures. For these reasons, these methods should not be used.
Heating cabinets and ovens are another way of heating the rolling bearings. Modern devices enable precise temperature control. This allows the bearings to be gently heated. Disadvantages of this method are the longer warm-up times, the comparatively high energy consumption and the acquisition costs for larger devices.
Oil baths are also often used to warm up rolling bearings. The oil bath must first be heated up before the bearing can then be immersed in the oil for a certain period of time. After the oil bath, the bearing must first be drained and dried. In addition to the risk of burns from hot, dripping oil, there is also the problem that the bearing cools down again as it drips. Further disadvantages are the high acquisition costs, the high energy consumption, the long warm-up times and the laborious maintenance of the oil bath.
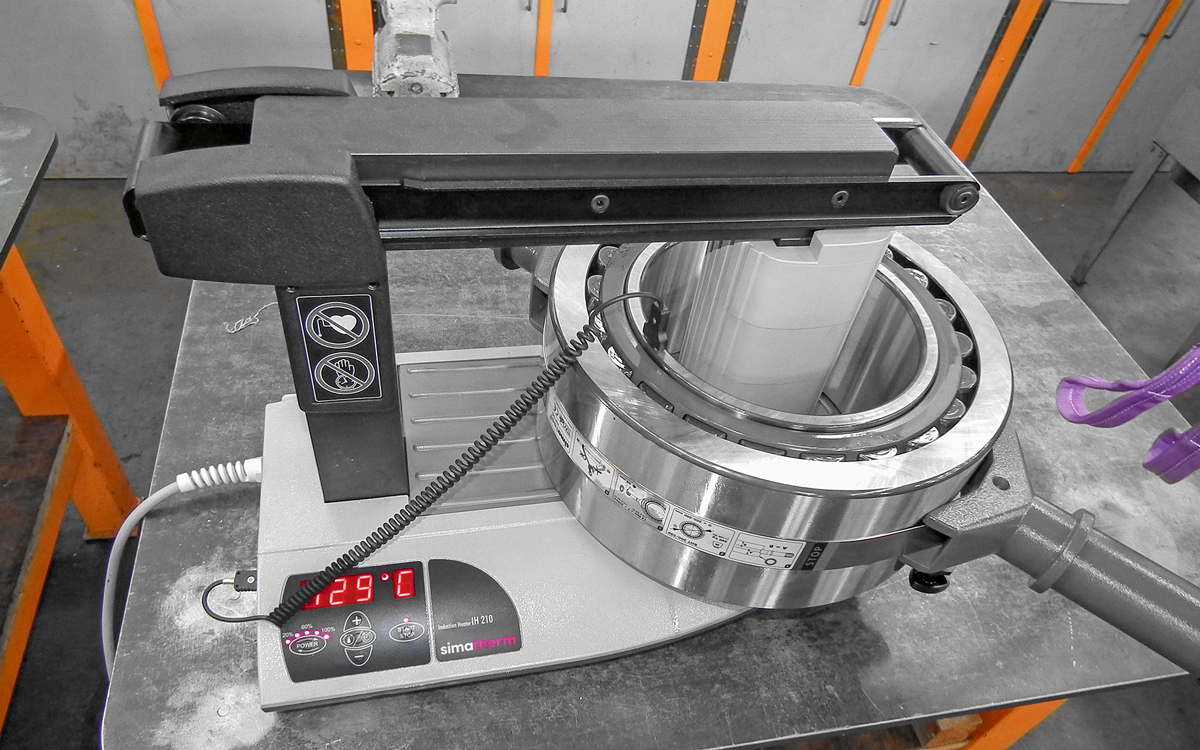
The best method for warming up rolling bearings is offered by so-called induction heaters. The heating of roller bearings and ring-shaped metal parts by means of induction has proven to be an excellent, gentle and fast mounting method. An alternating magnetic field induces a high current in the workpiece in a targeted manner and brings it precisely and in a controlled manner to the specified mounting temperature.
simatherm - Perfect solutions for the clean, efficient mounting of rolling bearings
simatec ag offers a range of different induction heating devices in different sizes. With our simatherm heating devices, rolling bearings and other ring-shaped metal parts can be heated efficiently. They enable quick and clean installation and replace conventional heating methods such as hot plates, hot oil baths, open flames and ovens.

During the heating process, only the workpiece is heated, but the device remains cold. simatherm induction heaters are used for workpieces up to a weight of 1200 kg and a shaft diameter of up to 850 mm.